QUY TRÌNH XỬ LÝ BỀ MẶT KIM LOẠI TRƯỚC KHI SƠN TĨNH ĐIỆN
Trong ngành sơn tĩnh điện, lớp sơn đẹp là nhờ súng phun và thợ giỏi, nhưng lớp sơn bền là nhờ khâu xử lý bề mặt. Thực tế cho thấy gần 90% các lỗi như sơn bị bong tróc, nổ bọt khí hay gỉ sét sau một thời gian sử dụng đều bắt nguồn từ việc xử lý bề mặt không đạt chuẩn.
Tại Công ty Thiết Bị Công Nghiệp Song Toàn, chúng tôi không chỉ cung cấp lò sấy hay máy phun sơn tĩnh điện, chúng tôi mang đến cho khách hàng của mình giải pháp xử lý bề mặt toàn diện.

1. Tại sao phải xử lý bề mặt kim loại trước khi sơn?
Kim loại sau quá trình gia công cơ khí (chấn, bẻ, hàn, cắt Laser...) luôn còn tồn lại các tạp chất: dầu máy, lớp oxit (gỉ sét), xỉ hàn và bụi bẩn. Nếu đưa trực tiếp vào lò sấy sơn tĩnh điện mà không xử lý sẽ phải đối mặt với các vấn đề như:
- Độ bám dính kém: Lớp bột sơn chỉ phủ trên màng dầu mỡ, dễ dàng bong tróc khi xảy ra va chạm.
- Hiện tượng nổ sơn: Hơi ẩm và tạp chất dưới nhiệt độ 180°C - 200°C sẽ thoát khí, làm bề mặt sơn bị lỗ kim.
- Gỉ sét ngầm: Oxy hóa vẫn tiếp diễn bên dưới lớp sơn, làm hỏng sản phẩm từ bên trong.
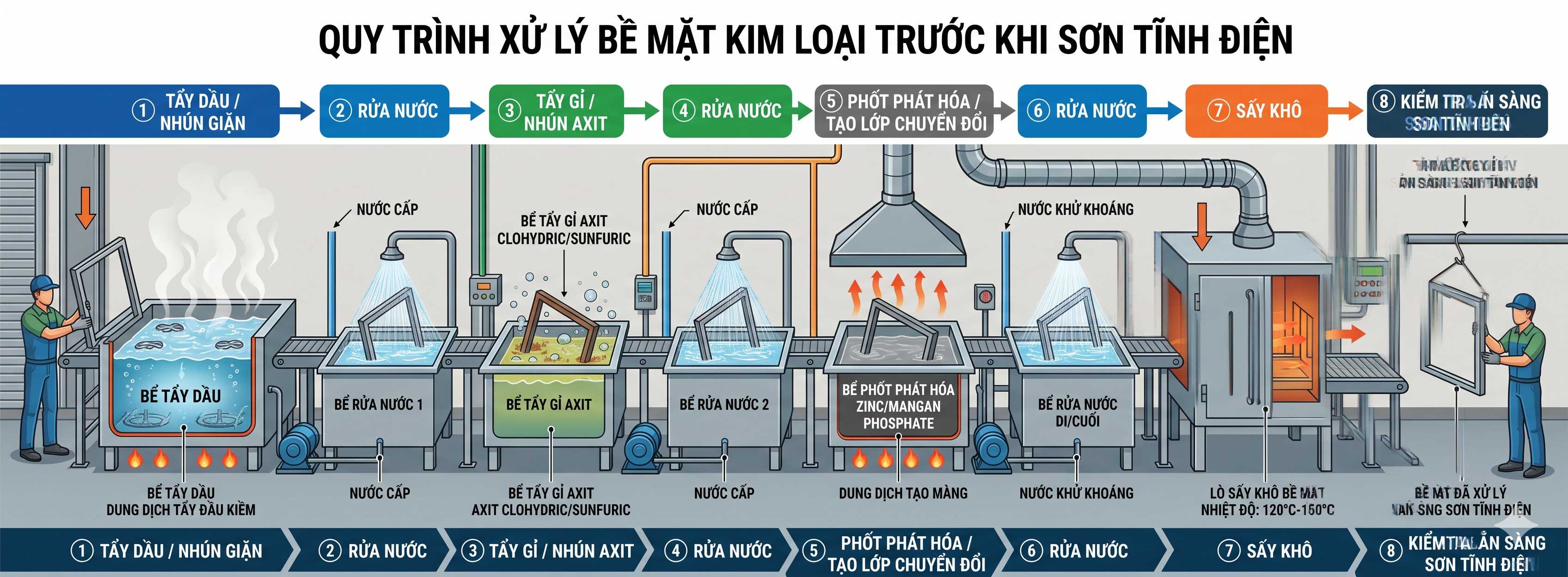
2. Quy trình hệ thống 7 bể hóa chất tiêu chuẩn
Đây là phương pháp thủ công phổ biến nhất dành cho các xưởng cơ khí nội thất, tủ điện, hoặc các chi tiết có số lượng lớn.
Bước 1: Tẩy dầu mỡ
Sản phẩm được nhúng vào bể hóa chất kiềm hoặc axit nhẹ để loại bỏ dầu chống gỉ và dầu gia công. Đây là bước nền tảng để các hóa chất ở bước sau có thể tác dụng trực tiếp lên bề mặt kim loại.
Bước 2: Rửa nước sạch lần 1
Việc rửa nước giúp loại bỏ hóa chất tẩy dầu còn bám lại, ngăn chặn việc làm bẩn các bể hóa chất quan trọng phía sau.
Bước 3: Tẩy gỉ sét
Sử dụng dung dịch Axit Sunfuric H2SO4 hoặc Axit Clohidric (HCL) đ tẩy sạch lớp oxit sắt. Bước này cực kỳ quan trọng đối với thép cán nóng hoặc kim loại để kho lâu ngày.
Bước 4: Rửa nước sạch lần 2
Trung hòa axit dư trên bề mặt sản phẩm để chuẩn bị cho các bước phía sau.
Bước 5: Định hình bề mặt
Lớp hóa chất (chất hoạt hóa) này giúp bề mặt kim loại trở nên mịn và đồng đều. Nó đóng vai trò như một chất xúc tác giúp lớp màng Photphat ở bước sau bám vào nhanh hơn và mịn hơn.
Bước 6: Photphat hóa
Đây là bước chuẩn bị quan trọng cho độ bền của sơn tĩnh điện. Một lớp màng tinh thể kẽm photphat sẽ bao phủ toàn bộ bề mặt, tạo ra độ nhám hóa học giúp bột sơn bám chặt và ngăn chặn gỉ sét ngầm.
Bước 7: Rửa nước lần cuối và sấy khô
Sau khi rửa sạch hóa chất dư, sản phẩm phải được đưa vào lò sấy khô để loại bỏ hoàn toàn hơi ẩm.
Lưu ý: Tuyệt đối không để sản phẩm còn ướt đi vào khu vực phun bột sơn.
3. Giải pháp phun cát đột phá cho cơ khí nặng
Đối với các kết cấu thép quá khổ, bồn bể công nghiệp hoặc sản phẩm có lớp gỉ sét dày, việc sử dụng bể nhúng là không khả thi. Khi đó, phương pháp phun cát là giải pháp thay thế tối ưu.
Ưu điểm của phun cát:
- Làm sạch cơ học mạnh mẽ: Đánh bật mọi lớp vảy cán thép, xỉ hàn và sơn cũ cứng đầu.
- Tạo độ nhám lý tưởng: Tạo ra các vết xước siêu nhỏ trên bề mặt, giúp tăng diện tích tiếp xúc và lực liên kết cơ học cho bột sơn.
- Tốc độ nhanh: Sản phẩm sau khi phun cát có thể chuyển thẳng sang khâu phun sơn tĩnh điện, rút ngắn thời gian sản xuất đáng kể.

4. Có nhất thiết phải dùng đủ 7 bước xử lý không?
Nhiều khách hàng hỏi Song Toàn rằng: "Tôi có thể bỏ bớt bước nào để tiết kiệm không?". Câu trả lời tùy thuộc vào yêu cầu chất lượng và môi trường sử dụng của sản phẩm:
- Sản phẩm dùng trong nhà (Kệ kho, tủ hồ sơ): Có thể sử dụng các loại hóa chất tích hợp 3 trong 1 hoặc quy trình 5 bước nếu thép đầu vào sạch.
- Sản phẩm dùng ngoài trời (Cửa cổng, lan can, thiết bị công trình): Bắt buộc phải tuân thủ đủ quy trình 7 bước hoặc phun cát kỹ thuật. Việc cắt xén công đoạn ở đây sẽ dẫn đến chi phí bảo trì cực lớn sau này.
- Sản phẩm bằng Nhôm: Quy trình sẽ thay thế Photphat hóa bằng Cromat hóa để phù hợp với đặc tính hóa học của nhôm.
6. Đầu tư cho xử lý bề mặt là đầu tư cho uy tín
Đừng để một sản phẩm cơ khí được gia công sắc sảo lại bị mất điểm chỉ vì lớp sơn bị bong tróc sau vài tháng. Việc đầu tư đúng mức cho khâu xử lý bề mặt không chỉ giúp bạn giảm tỉ lệ hàng lỗi mà còn là cách tốt nhất để xây dựng thương hiệu bền vững.
Với kinh nghiệm thực chiến trong nhiều dự án lớn, Song Toàn cam kết đồng hành cùng bạn để xây dựng một quy trình xử lý bề mặt khoa học, tiết kiệm và đạt chuẩn nhất.
Xem thêm những dự án xử lý bề mặt mà Song Toàn đã thực hiện: TẠI ĐÂY
7. Câu hỏi thường gặp
Nguyên nhân thường gặp nhất là bước sấy khô sau cùng không triệt để hoặc nước rửa ở bể cuối cùng bị bẩn (chứa nhiều tạp chất). Bạn nên kiểm tra lại nhiệt độ lò sấy khô và độ sạch của nước rửa.
Thông thường, bề mặt sau phun cát đã đủ tiêu chuẩn để sơn. Tuy nhiên, nếu sản phẩm yêu cầu tính chống ăn mòn cực cao (như thiết bị đi biển), việc nhúng thêm một lớp photphat mỏng sau khi phun cát sẽ mang lại độ bền gấp đôi.
Lò sấy khô thường chỉ cần nhiệt độ thấp. Nếu xưởng của bạn có sẵn nguồn điện ổn định, lò điện sẽ sạch sẽ và dễ lắp đặt hơn. Nếu quy mô lớn, lò gas sẽ giúp bạn rút ngắn thời gian sấy khô nhanh hơn.
BẠN CẦN TƯ VẤN QUY TRÌNH XỬ LÝ BỀ MẶT TỐI ƯU?
Liên hệ ngay với đội ngũ kỹ thuật của Song Toàn để nhận bản thiết kế và báo giá chi tiết nhất!
Tin tức liên quan

25/06/2026 21 Lượt xem
Trong ngành thi công hạ tầng giao thông và đánh dấu vạch kẻ công nghiệp, việc chọn đúng công nghệ thi công quyết định đến hơn 80% thành công của dự án. Đứng trước hai giải pháp phổ biến nhất hiện nay là sơn dẻo nhiệt và sơn nguội (sơn lạnh), rất nhiều nhà thầu, đặc biệt là những người mới mở rộng quy mô doanh nghiệp, thường băn khoăn không biết nên đầu tư dòng thiết bị nào.

25/06/2026 24 Lượt xem
Trong các công trình hạ tầng giao thông, hiện tượng vạch sơn dẻo nhiệt sau khi bàn giao một thời gian ngắn đã bị nứt nẻ, bạc màu hoặc bong tróc thành từng mảng lớn không phải là chuyện hiếm gặp. Sự cố này không chỉ làm giảm tính thẩm mỹ, ảnh hưởng đến an toàn giao thông mà còn khiến các nhà thầu đau đầu vì đối mặt với chi phí bảo hành đỏ mắt, thậm chí bị chủ đầu tư phạt tiến độ và từ chối nghiệm thu.

25/06/2026 16 Lượt xem
Trong quy trình gia công cơ khí và sản xuất công nghiệp hiện đại, giai đoạn xử lý bề mặt trước khi sơn ảnh hưởng 60-70% đến chất lượng lớp phủ. Việc sở hữu một bề mặt sạch rỉ sét, có độ nhám đạt chuẩn không chỉ giúp lớp sơn bám dính bền bỉ mà còn ngăn chặn hiệu quả quá trình oxy hóa từ bên trong. Công nghệ phun cát xuất hiện thay thế hoàn toàn các phương pháp thủ công chậm chạp.

24/06/2026 23 Lượt xem
Trong bối cảnh biến đổi khí hậu toàn cầu và xu hướng kiến trúc xanh ngày càng lên ngôi, việc tìm kiếm các giải pháp cách nhiệt, chống nóng hiệu quả cho công trình trở thành ưu tiên hàng đầu của các chủ đầu tư cũng như nhà thầu xây dựng. Giữa hàng loạt các vật liệu truyền thống như bông thủy tinh, tấm xốp EPS hay túi khí cách nhiệt, công nghệ phun foam PU (Polyurethane) nổi lên như một giải pháp đột phá, sở hữu những đặc tính vượt trội.

24/06/2026 22 Lượt xem
Trong ngành xây dựng hiện đại, máy phun vữa đã trở thành một thiết bị không thể thiếu giúp đẩy nhanh tiến độ thi công, tiết kiệm chi phí nhân công và nâng cao chất lượng bề mặt tường hoàn thiện. Tuy nhiên, khi đứng trước quyết định đầu tư, rất nhiều nhà thầu và chủ thầu băn khoăn giữa hai lựa chọn: Máy phun vữa chạy điện 1 pha (220V) và máy phun vữa chạy điện 3 pha (380V).

18/06/2026 33 Lượt xem
Trong ngành thi công hạ tầng giao thông, sơn kẻ vạch đường là hạng mục bắt buộc để hoàn thiện và bàn giao công trình. Tuy nhiên, đứng trước việc lựa chọn phương pháp thi công, nhiều nhà thầu nhỏ hoặc các đơn vị mới vào nghề vẫn băn khoăn: Nên tận dụng phương pháp thi công thủ công (dùng khuôn và sơn cọ/sơn lăn) để tiết kiệm vốn ban đầu, hay đầu tư một chiếc máy sơn kẻ vạch đường dẻo nhiệt chuyên dụng?

18/06/2026 28 Lượt xem
Việc ứng dụng máy phun foam PU trong thi công cách âm phòng karaoke không còn là một giải pháp thử nghiệm, mà đã trở thành tiêu chuẩn bắt buộc cho các công trình giải trí hiện đại và chuyên nghiệp. Khoản đầu tư này giúp các chủ quán karaoke hoàn toàn yên tâm vận hành kinh doanh hết công suất mà không lo ngại vấn đề khiếu nại tiếng ồn, đáp ứng hoàn hảo các tiêu chuẩn khắt khe về PCCC.

16/06/2026 24 Lượt xem
Việc đưa máy phun vữa (máy tô trát tường) vào các công trình đô thị hiện nay đã quá quen thuộc và dễ dàng nhờ hạ tầng có sẵn. Tuy nhiên, khi nhận các dự án tại vùng sâu, vùng xa, vùng biên giới hay hải đảo, các nhà thầu sẽ phải đối mặt với một kịch bản hoàn toàn khác. Địa hình, giao thông trắc trở, nguồn điện không ổn định có thể khiến máy phun vữa không hoạt động tốt, ảnh hưởng đến công việc nếu chọn sai chủng loại.
Xem thêm